Виды пресс-форм и их классификация
Пресс-форма – это формообразующая оснастка, применяемая для литья изделий и деталей из полимерного сырья или другого материала. Литформы задают геометрию отливкам, создаваемым на термопластавтоматах (ТПА), экструзионно-выдувных аппаратах и литьевых станках. Например, при инжекционном прессовании нагретая полимерная масса впрыскивается через систему литниковых каналов в пресс-форму с системой охлаждения. От геометрической точности частей формующей оснастки зависит качество изготавливаемой продукции.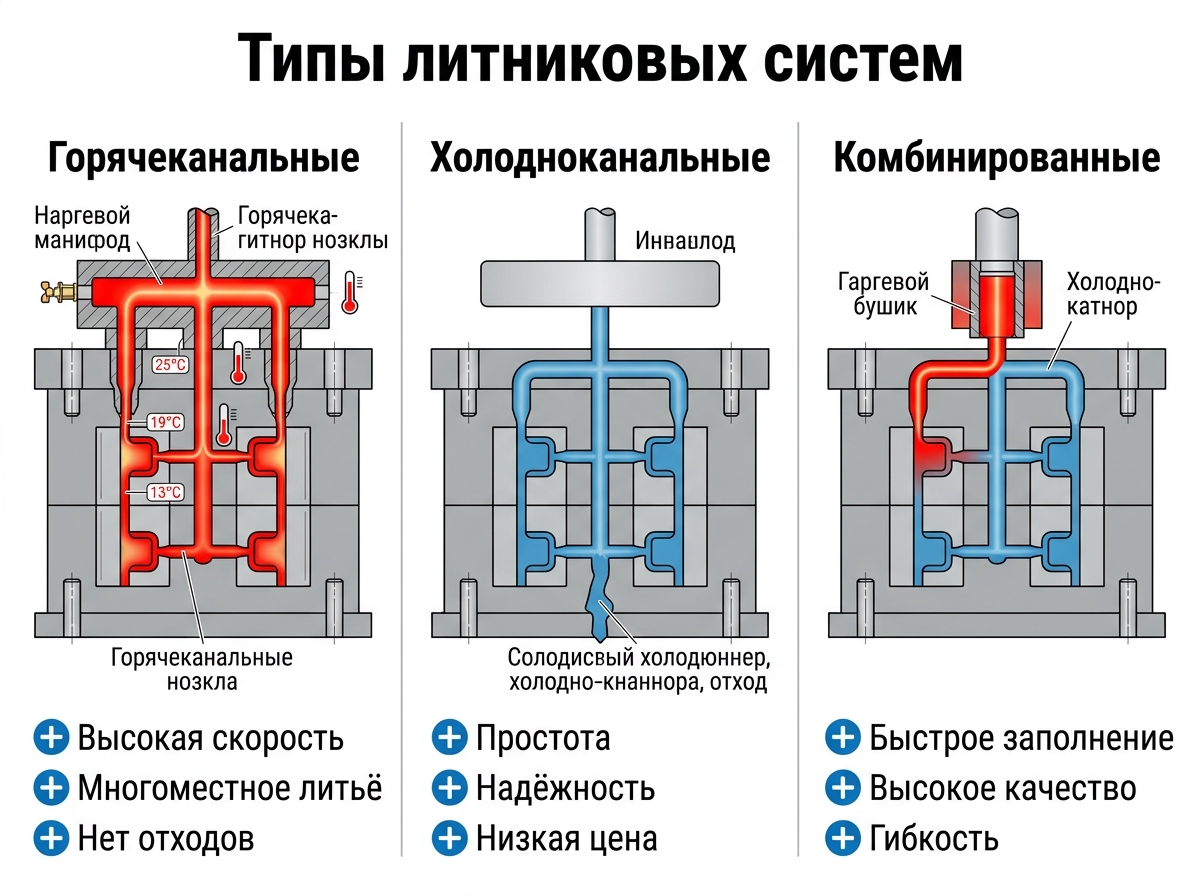
Конструкционно пресс-формы для литья пластмасс и других материалов под давлением состоят из 2 или 3 плит с закрепленными на них матрицей и подвижными компонентами пуансона. Для их центрирования при смыкании используются направляющие колонки, центраторы, втулки и запирающие клинья. Все части качественной литформы представляют собой четко подогнанную систему с безупречным сопряжением элементов. У 2-плитных пресс-форм есть матрица и 1 пуансон. Они создают 1 линию разъема и применяются для литья простых изделий. У 3-плитных литформ 2 пуансона. Вместе с матрицей они создают 2 линии разъема и позволяют производить сложные детали.
Классификация пресс-форм
Есть различные виды пресс-форм, причем классифицируют их по нескольким критериям. Прежде всего, это:
- используемые материалы;
- наличие в конструкции дополнительных элементов – вставок, втулок, фиксаторов, выталкивателей и пр.;
- технология – прямое или литьевое прессование;
- тип литниковых каналов – горячие или холодные;
- мобильность, принцип взаимодействия с оборудованием – есть стационарные, собираемые (полустационарные) и съемные модели;
- принцип смыкания пуансона с матрицей – они могут соединяться по горизонтали или по вертикали, а в сложных литформах с несколькими пуансонами линии разъема могут находиться в 2 плоскостях;
- уровень автоматизации – есть ручные, автоматические и полуавтоматические модели;
- ресурс – определяется числом циклов смыкания-размыкания, зависит от характеристик используемых материалов и должен соответствовать масштабам производства;
- количество изготавливаемых за 1 цикл изделий – есть одногнездовые и многогнездовые модели;
- принцип нагрева – может использоваться электрическая, масляная, газовая или водяная схема, но чаще всего применяются паровые или индукционные нагреватели;
- тип охлаждения – может быть реализована полостная, канальная или комбинированная схема с водой, гликолевым раствором или термостатированным маслом.




Литформы прямого и литьевого прессования
Открытые и закрытые литформы прямого прессования используют для создания мелких партий изделий простой формы. В случае применения открытых форм нагретое сырье поступает в матрицу, а опускающийся пуансон уплотняет его и обеспечивает заполнение всех полостей. В результате изготавливаемые отливки приобретают необходимую форму. Закрытые формы подходят для получения продукции из пластика с низкой текучестью. В такой оснастке формующие полости являются продолжением модулей загрузки.
Формы литьевого прессования позволяют производить крупные партии изделий различной сложности. Загрузочная емкость у них расположена отдельно, и расплавленное полимерное сырье поступает в сомкнутую литформу через сопла. Для вынимания охлажденных отливок используются выталкиватели, работающие от приводов самих станков или расположенных отдельно.
Типы выталкивателей
Чаще всего используются трубчатые, плитные или цилиндрические выталкиватели с механическим или комбинированным приводом. Для извлечения резьбовых отливок используют резьбовые толкатели или метод автоматического вывинчивания. Иногда изготовленные отливки вынимаются вручную или, наоборот, при помощи роботов или многоступенчатых нестандартных выталкивателей.
Виды литников
При производстве пресс-форм для литья пластмасс применяют разные литниковые системы:
- Горячеканальные – используются чаще всего, позволяют выполнять высокоскоростное литье в многоместные литформы. В их конструкции есть нагреваемый коллектор с подведенными к нему соплами. Такая система поддерживает заданный уровень нагрева и необходимую вязкость сырья, но обходится дороже и требует охлаждения.
- Холодноканальные – ввиду отсутствия подогрева, отливаемая продукция остывает и извлекается вместе с литником. Чаще всего такие системы применяются совместно с одногнездовыми литформами. Главные минусы литников с холодными соплами – обилие отходов и невозможность повторного использования. В перечне их плюсов – цена, простота обслуживания и надежность.
- Комбинированные системы – когда полимерное сырье впрыскивается через нагретую втулку, а затем поступает в формующие полости по холодным каналам. Плюсы таких систем – быстрое наполнение формующих полостей, высокое качество отливок, возможность использования в одно- и многоместных литформах. Но литники у них одноразовые.
Стационарные, полустационарные и съемные пресс-формы
Стационарные литформы зафиксированы на плите машины и по окончании рабочего цикла не убираются. Цикл полностью, вплоть до вынимания изготовленных деталей, проходит на литьевом оборудовании. Такие литформы востребованы при крупносерийном производстве.
Съемные оснастки применяются при мелкосерийном литье. Они снимаются с плит термопластавтоматов, чтобы извлечь изготовленные отливки, и заново устанавливаются перед следующим рабочим циклом. У них нет своих нагревательно-охлаждающих систем.
В конструкции полустационарных оснасток есть отдельные съемные элементы – например, кассеты или клиновые матрицы, извлекаемые из станка для выемки отливок. Такая оснастка востребована при литье армированных и резьбовых деталей.
Тип управления
По методу управления классификация пресс-форм для литья пластика включает модели:
- Управляемые оператором вручную – они востребованы при изготовлении отливок с закладными знаками и единичном производстве. Недорогие и простые в обслуживании, но отличаются самой низкой производительностью.
- С полуавтоматическим управлением, когда оператор только устанавливает закладные знаки – применяются при производстве небольших партий полимерной продукции.
- С автоматическим управлением – самые производительные, но и самые дорогие, подходят для массового изготовления отливок.
Одно- и многогнездовые литформы
Одноместные формы используют в прессах и ТПА для производства небольших партий продукции. За 1 рабочий цикл они выдают 1 деталь. Для многосерийного производства идентичных или отличающихся деталей предназначены многогнездовые (многоместные) пресс-формы, соединенные общим литником. Их делают из сталей повышенной прочности. Отливки сложной геометрии изготавливают с использованием пресс-форм с составными пуансонами.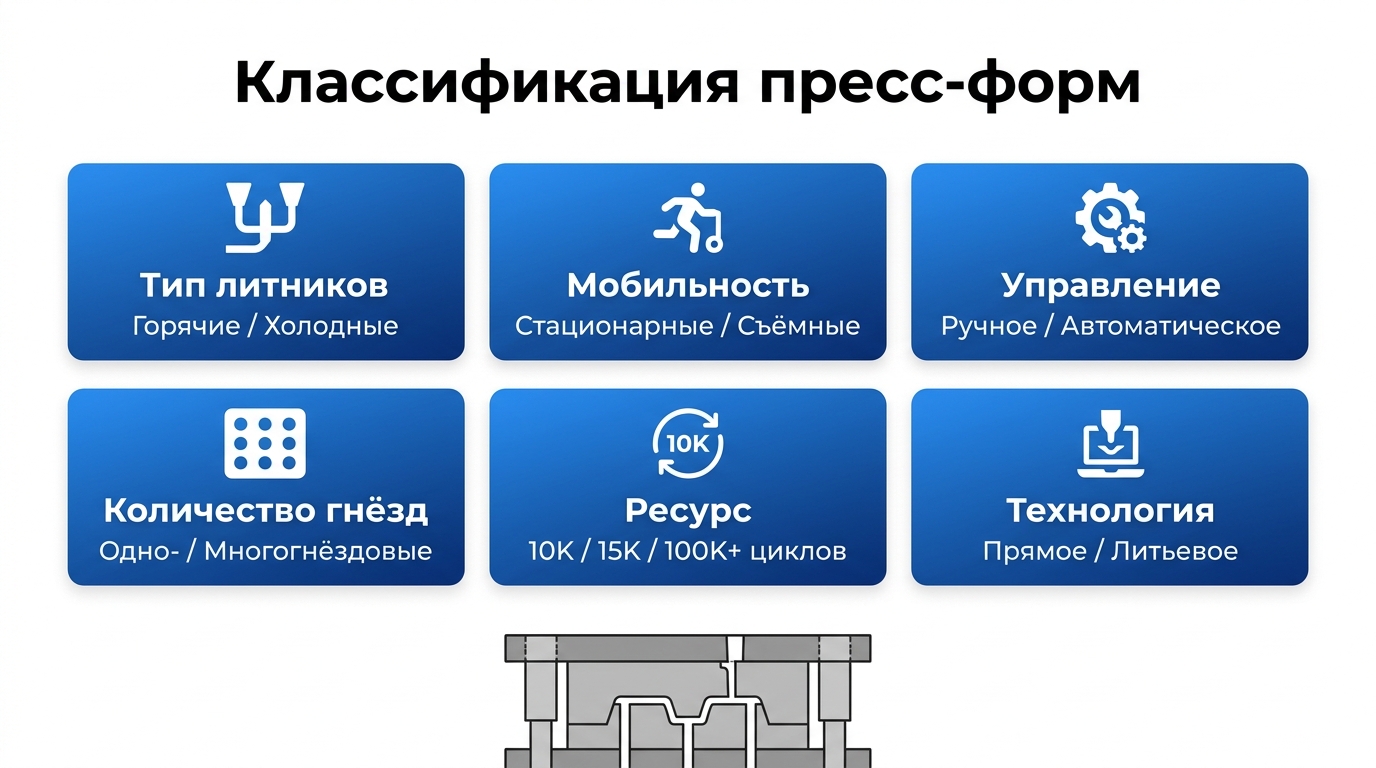
Ресурс
В зависимости от масштабов планируемого производства, пресс-форма может быть рассчитана на разное количество смыканий:
- для литья опытных партий – до 10 000;
- для более масштабного производства – до 15 000;
- для литья крупных серий продукции – более 15 000, вплоть до сотен тысяч рабочих циклов.
Ресурс литформ зависит от того, из каких материалов и по какой технологии они сделаны. Например, это может быть закаленный алюминиевый сплав или разные марки стали, включая прошедшую термообработку инструментальную сталь твердостью свыше 50HRC.
Компания ShuraMaster производит пресс-формы для литья пластика и пластмассы на заказ, в точном соответствии с техническим заданием и доставкой по всей России.
Ранее в нашем блоге вышла статья об особенностях технологии мелкосерийного литья пластика.

